


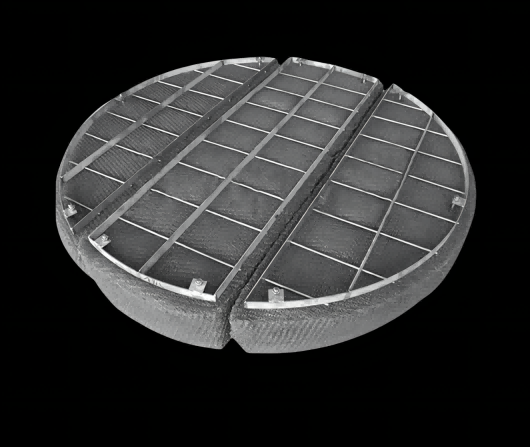
图 1:炭黑生产设施现场安装的 FGD 吸收器。
本案例研究回顾了内蒙古七盘井工业园区一家大型炭黑生产商的环境升级改造项目。该项目涉及对湿式烟气脱硫(FGD)系统进行改造并提供硬件,该系统用于处理生产线产生的大量废气。
核心部件是一座巨大的吸收塔,其内径约为 15.8 米采用底部进水结构。

采用底部进料设计时,高速烟气进入塔内,必须均匀分布在整个横截面(约196平方米)上才能与浆料接触。如果流量控制不当,就会发生壁面磨损和气体短路。
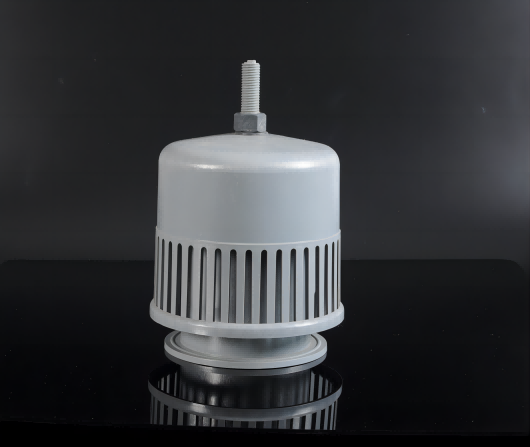
该规模化生产需要坚固的支撑结构来支撑喷淋头和除雾器模块。这些部件必须能够承受静态载荷(重量)和动态载荷(浆液流量/压差)。

在这个项目中,FXSINO 作为总承包商,负责所有内部静态硬件的供应。我们的工作范围包括:

安装过程中,FXSINO技术人员在现场监督关键的对准步骤。主要验证点包括:
该项目展示了FXSINO公司为大型烟气脱硫吸收器设计和供应完整内部硬件组件的能力。FXSINO专注于结构完整性和精确的气液接触动力学,为炭黑行业严苛的环境量身打造了可靠的解决方案。
 地址
: Intersection of Jinguang Avenue and Chongqing Middle Road, Anyuan Industrial Park, Anyuan District, Pingxiang City, Jiangxi
地址
: Intersection of Jinguang Avenue and Chongqing Middle Road, Anyuan Industrial Park, Anyuan District, Pingxiang City, Jiangxi 电话
: +86-18507999558
电话
: +86-18507999558 电子邮件
: sales@fxsino.com
电子邮件
: sales@fxsino.com Whatsapp
:
+86-18507999558
Whatsapp
:
+86-18507999558






















 支持IPv6网络
支持IPv6网络
